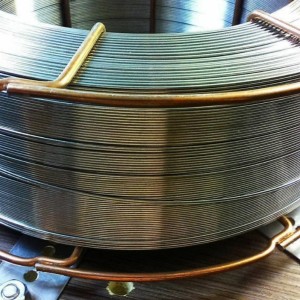
Сварочная проволока 5 мм СВ-08ГА-О Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм5
- МаркаСВ-08ГА-О
- СерияEsab
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм5
- МаркаСВ-08ГА-О
- СерияEsab
Описание Сварочная проволока 5 мм СВ-08ГА-О Esab ГОСТ 2246-70
Сварочная проволока 5 мм СВ-08ГА-О Esab ГОСТ 2246-70 в наличии на складе в Владимире от компании «Инметпром». Закажите сварочная проволока 5 мм СВ-08ГА-О Esab ГОСТ 2246-70 по номеру телефона +7 (903) 755-36-28, отправив запрос на электронную почту vladimir@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу
- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг
- Цена: 792 ₽/кг

- Цена: 70 ₽/м2
- Толщина, мм:1,5
- Размер, мм:100
- Тип:С-образный
- Цена: 458 ₽/шт

- Толщина стенки, мм:11,4
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Цена: 185 ₽/кг
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Nicros 308LSi
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:ER-70S-6
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- Поверхность:Без покрытия
- Марка:Св-08Г2С
- Форма поставки:Катушка D-100
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.58
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.63
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Основные преимущества использования самозащитной порошковой сварочной проволоки типа E71T-GS (по AWS A5.20) толщиной 0.9 мм при выполнении монтажных сварочных работ на высоте 10 м в условиях ветра до 5 м/с заключаются в отсутствии необходимости использования баллонов с защитным газом, что значительно упрощает перемещение оборудования и повышает мобильность сварщика, а также в удовлетворительной защите дуги от воздействия умеренного ветра.
Проволока СВ-06Х19Н9Т (стабилизированная титаном) обеспечивает высокую устойчивость сварного шва к межкристаллитной коррозии (МКК) после сварки нержавеющей стали 08Х18Н10Т без последующей стабилизирующей термообработки. Это подтверждается стандартными испытаниями по методу АМУ ГОСТ 6032-2017. Присутствие титана в проволоке связывает углерод в карбиды титана, предотвращая обеднение границ зерен хромом.
Для наплавки слоя твердостью 55 HRC на деталь из углеродистой стали 45 более вероятно подойдет порошковая наплавочная проволока марки ПП-Нп-25Х5ФМС (система легирования железо-хром-ванадий-молибден-кремний), которая обычно обеспечивает более высокую твердость и износостойкость наплавленного слоя по сравнению с ПП-Нп-30Х5Г2СМ, дающей твердость в диапазоне 45-50 HRC.
Для высокопроизводительной роботизированной сварки длинномерных швов однозначно предпочтительнее использовать сварочную проволоку, поставляемую на катушках или в упаковках большого веса (например, 250 кг в специальных картонных бочках типа "марафон" или на большегрузных металлических катушках). Это позволяет минимизировать частоту остановок робота для замены катушек, тем самым значительно повышая коэффициент использования дорогостоящего оборудования и общую производительность сварочного процесса.
При сварке проволокой СВ-08Х20Н9Г7Т очень тонких листов нержавеющей стали (например, толщиной 0.5 мм) методом MIG в импульсном режиме могут возникнуть следующие технологические недостатки: повышенный риск прожогов из-за высокой теплопроводности нержавеющей стали и сложности точного контроля тепловложения, возможная нестабильность горения дуги на малых токах, характерных для сварки тонких материалов, а также значительные деформации (коробление) свариваемого листа.
Для сварки серого чугуна СЧ20 предпочтительнее использовать сварочную проволоку сплошного сечения марки ПАНЧ-11 (на никелевой основе), которая обеспечивает получение пластичного шва, минимизирует риск образования трещин и отбеливания структуры чугуна в зоне термического влияния. Порошковая проволока ПП-АНЧ-2 также применяется, но ПАНЧ-11 часто дает более надежный и технологичный результат.
Порошковая проволока с рутиловым типом сердечника (например, классифицируемая как E71T-1 по AWS A5.20) обычно формирует более объемный, но легко отделяемый шлак и обеспечивает лучшую форму сварного валика при сварке вертикальных швов (толщиной 10 мм) по сравнению с проволокой основного типа (например, E70T-5), которая дает более вязкий и трудноотделимый шлак. Количество образующегося шлака зависит от конкретной марки проволоки.